THE CHALLENGE
By March 2021, Fashinza was managing 120+ live projects across 900+ styles with just a 30-member team spanning Sales, Ops, QC, and Logistics. Every process—from sample approvals to final inspections—was tracked manually across scattered Excel sheets.
As the company geared up to scale 10X, the cracks in the system became clear.
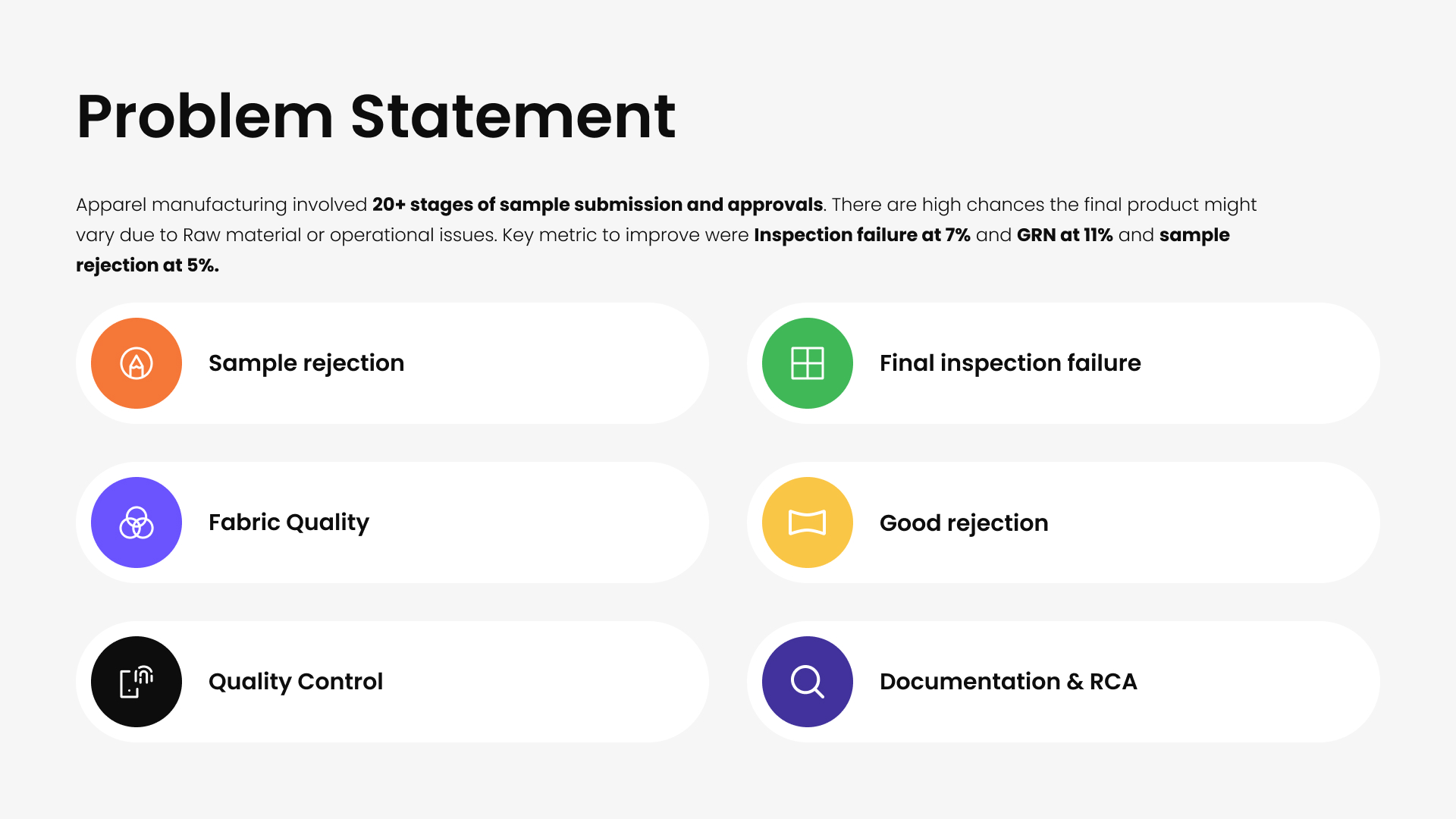
The existing approach posed serious risks to quality and consistency. Key limitations included:
Fragmented documentation and reporting
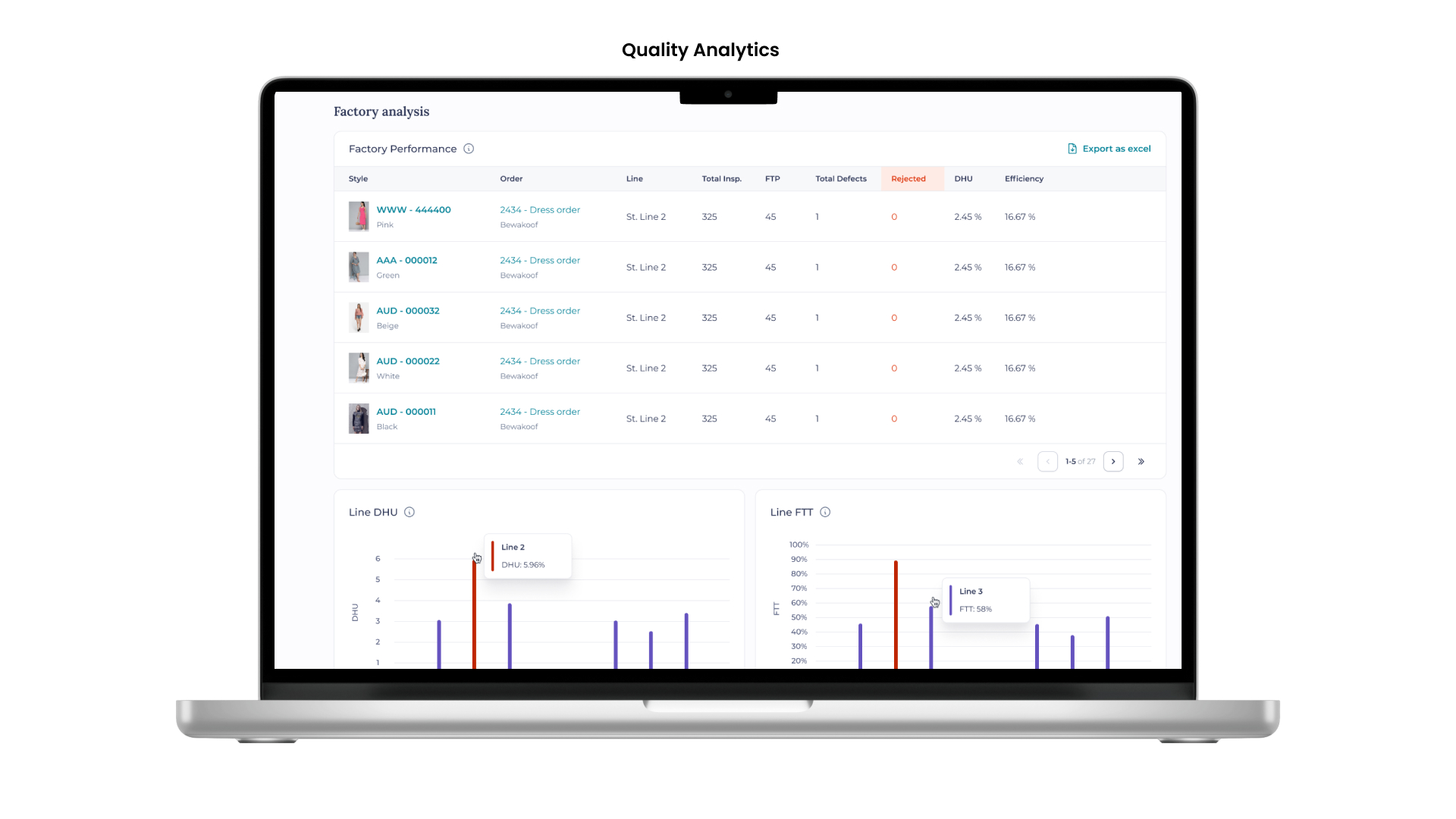
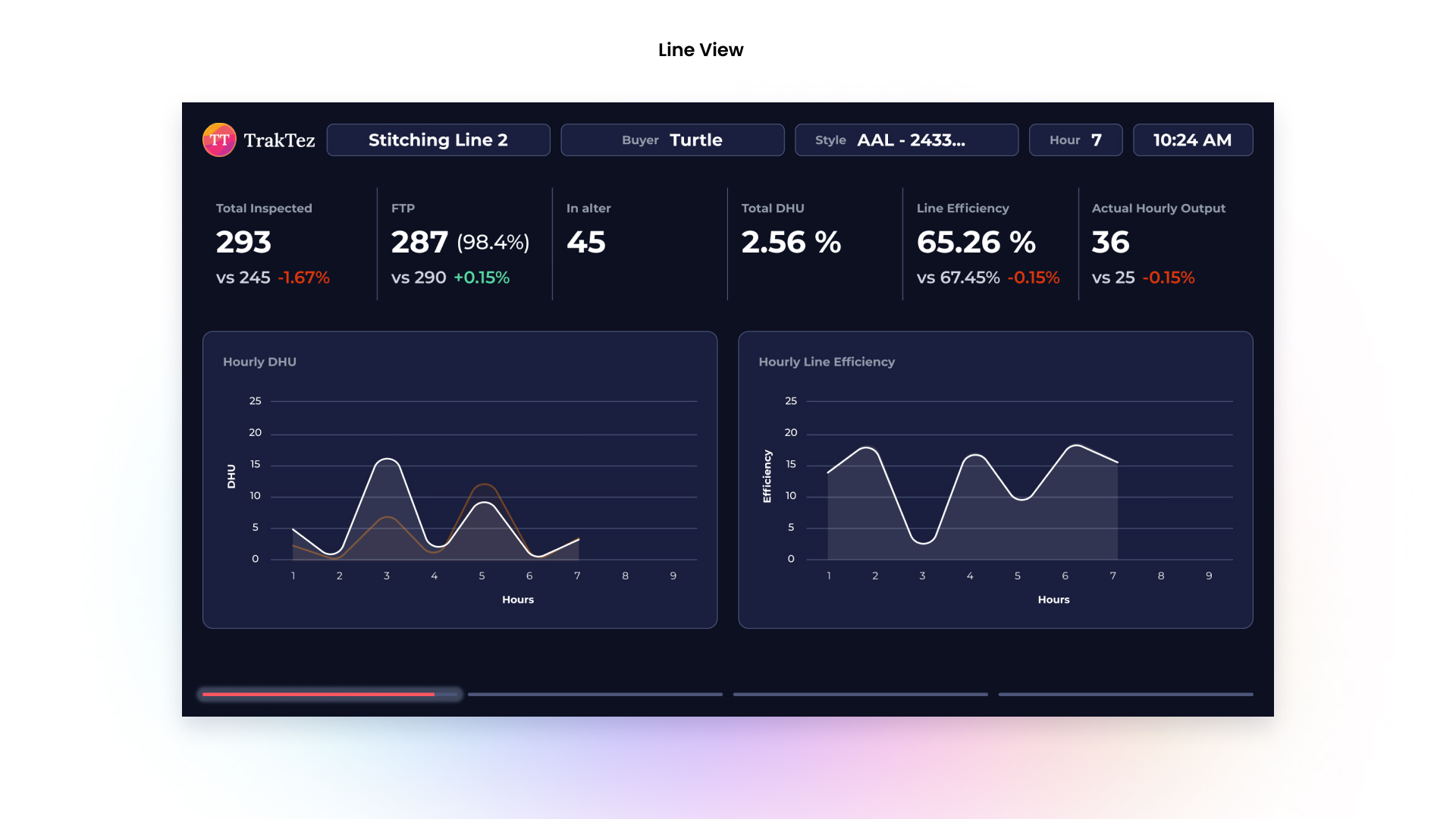
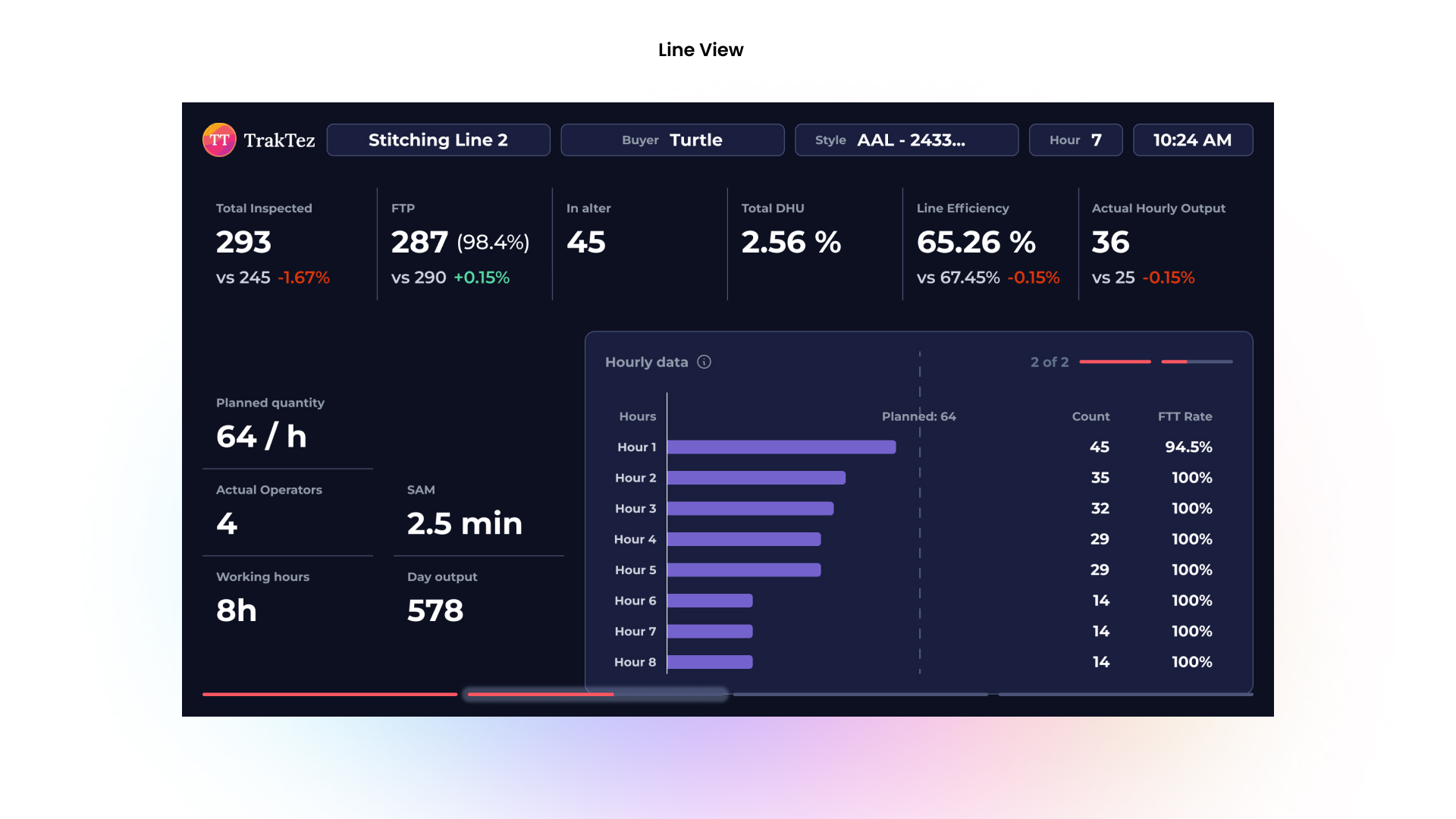
Poor visibility into production progress
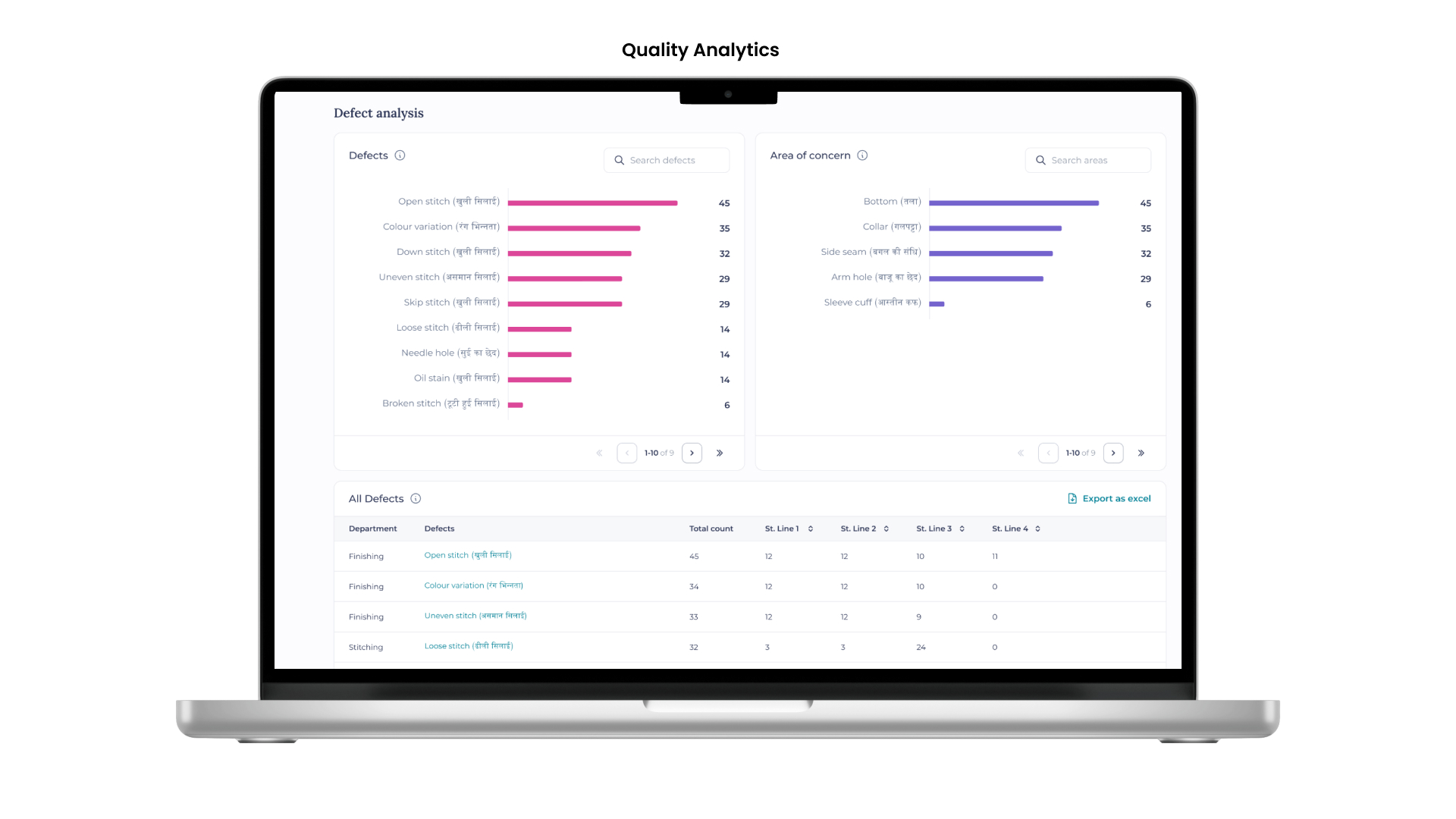
Lack of standardized quality control
High cross-functional dependency
Inefficient handoffs and RCA reviews
Inability to scale with confidence
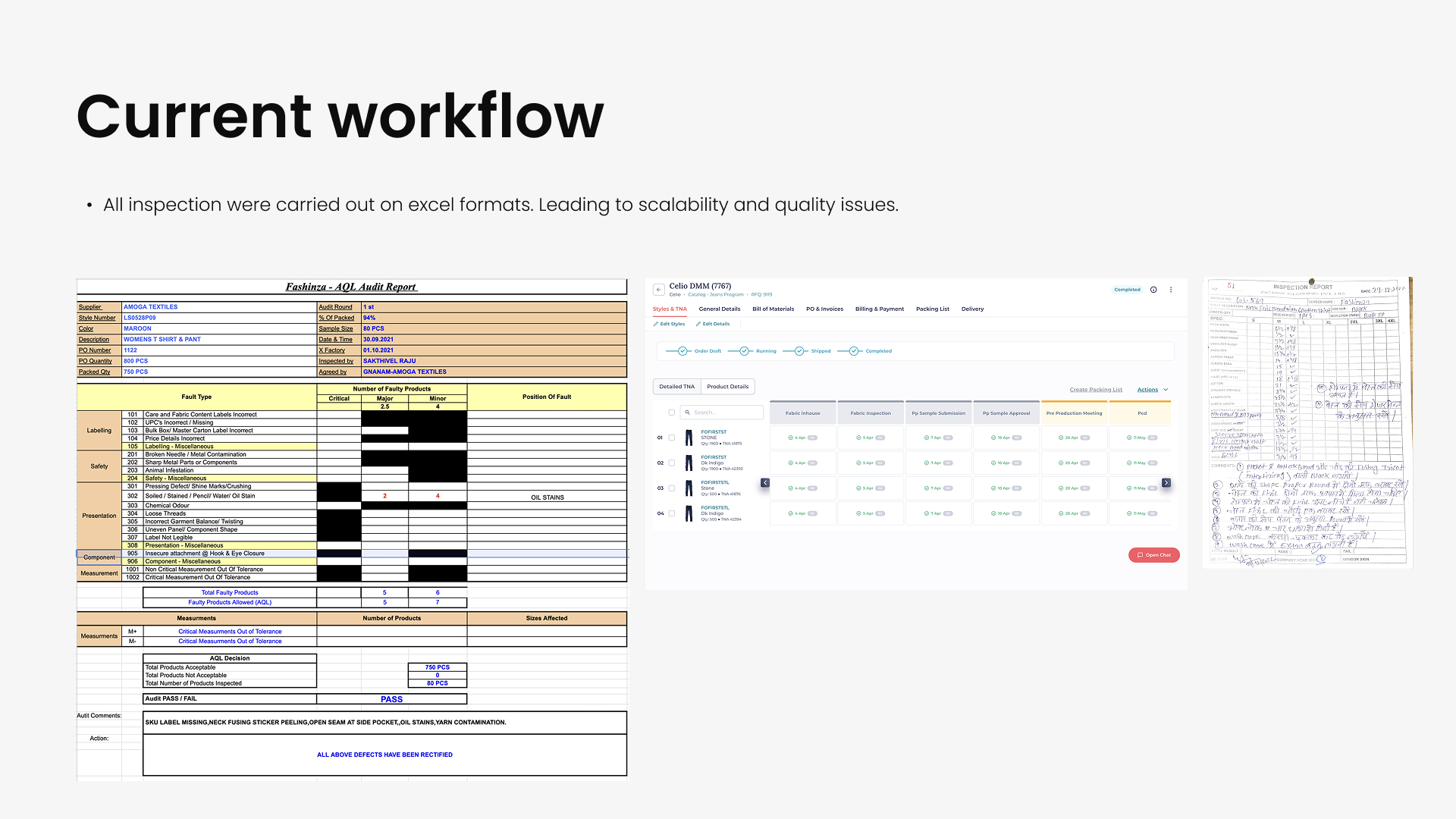
LEGACY WORKFLOW
All quality checks, defect logs, and status updates were tracked using over 120 Google Sheets. These were manually reviewed in daily standups and formatted weekly for each brand’s ERP.
This siloed approach made it hard to identify root causes, enforce accountability, or respond quickly to issues on the ground.
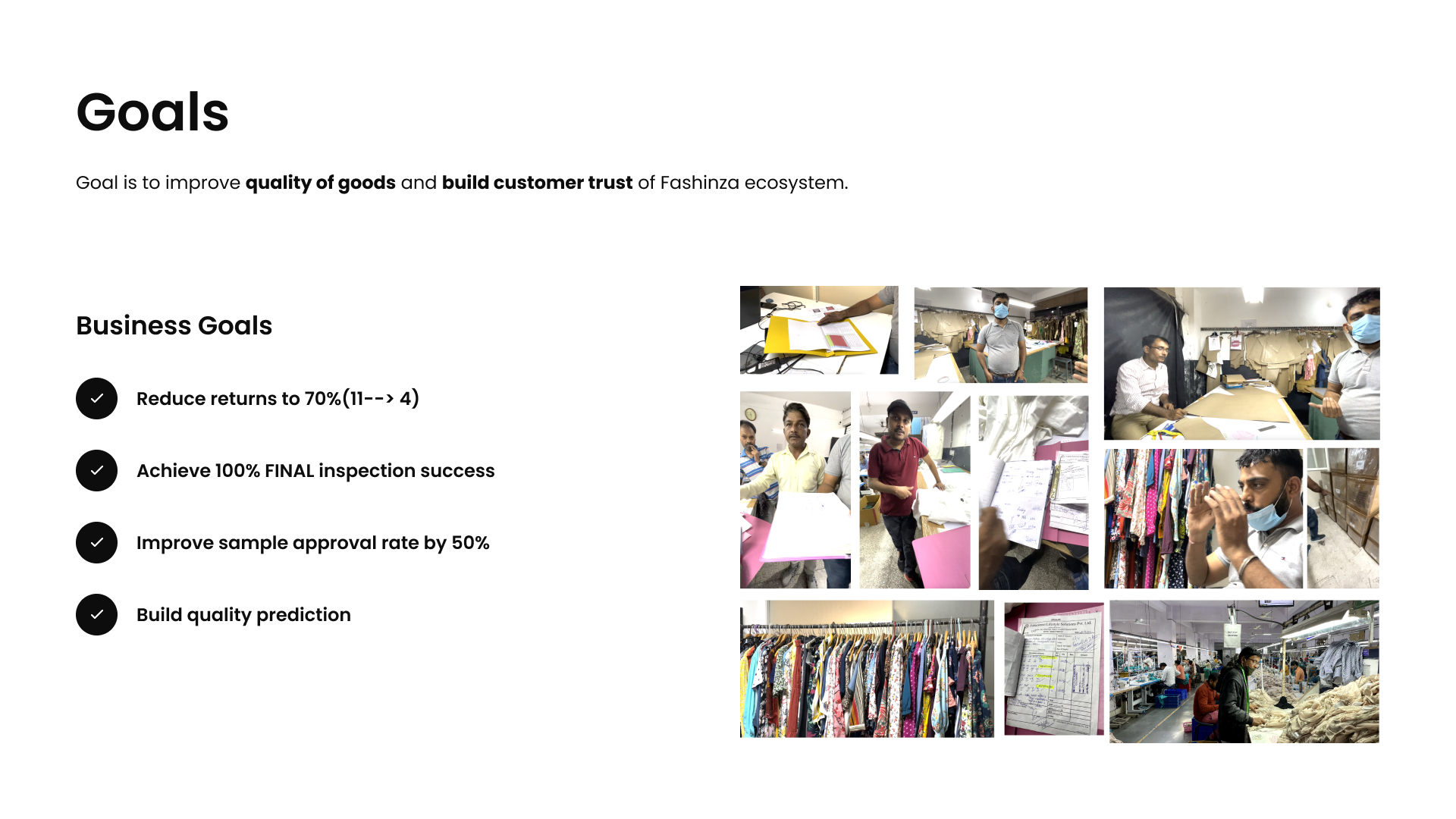
GOALS
In a space where traditional apparel manufacturing runs on 10,000+ pcs per style, Fashinza’s low-MOQ model (as low as 500 pcs) demanded a different level of operational agility.
To stay financially viable and ensure trust in product quality, we needed a robust, scalable Quality Control system that could:
Handle 20X more styles
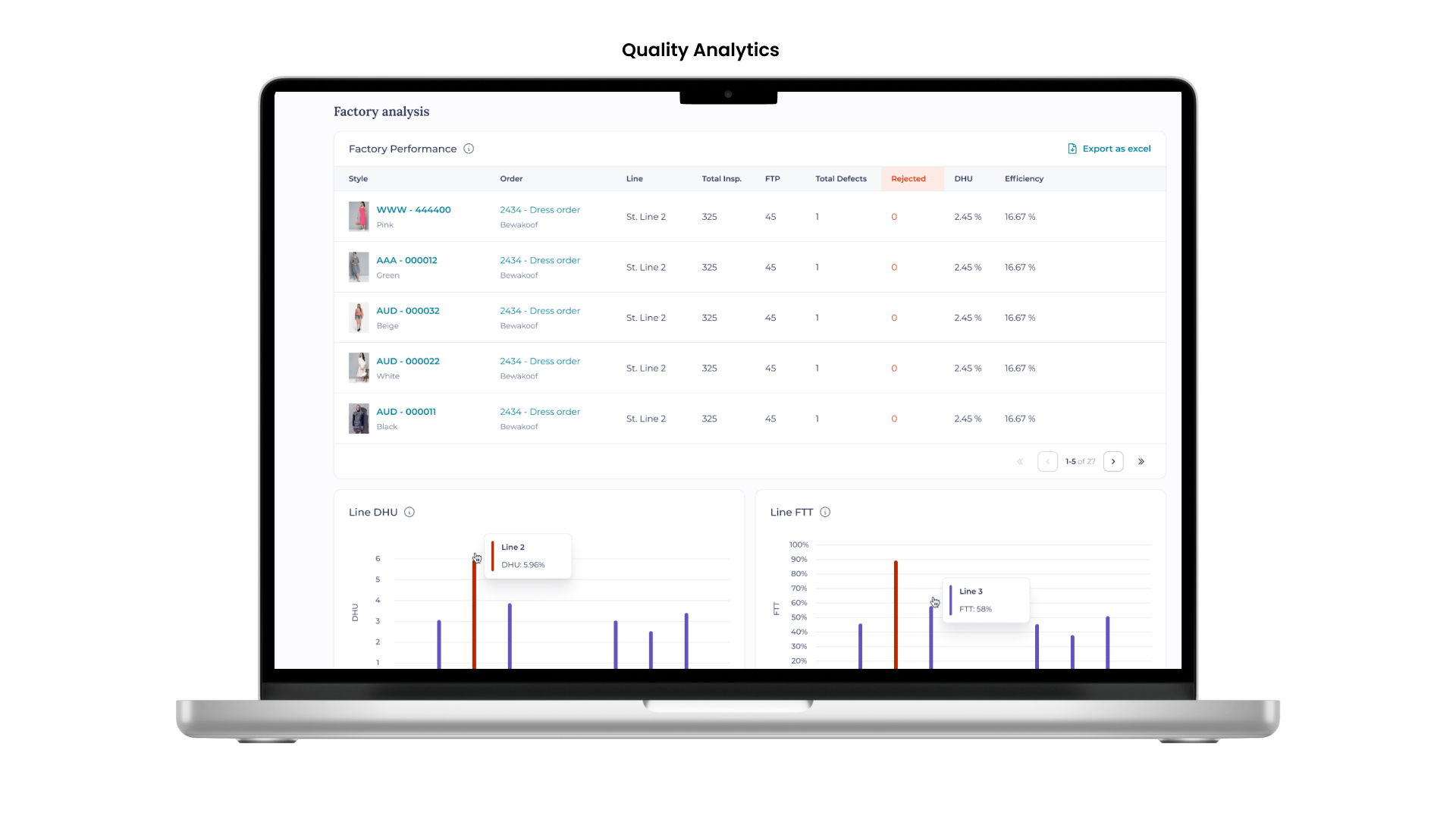
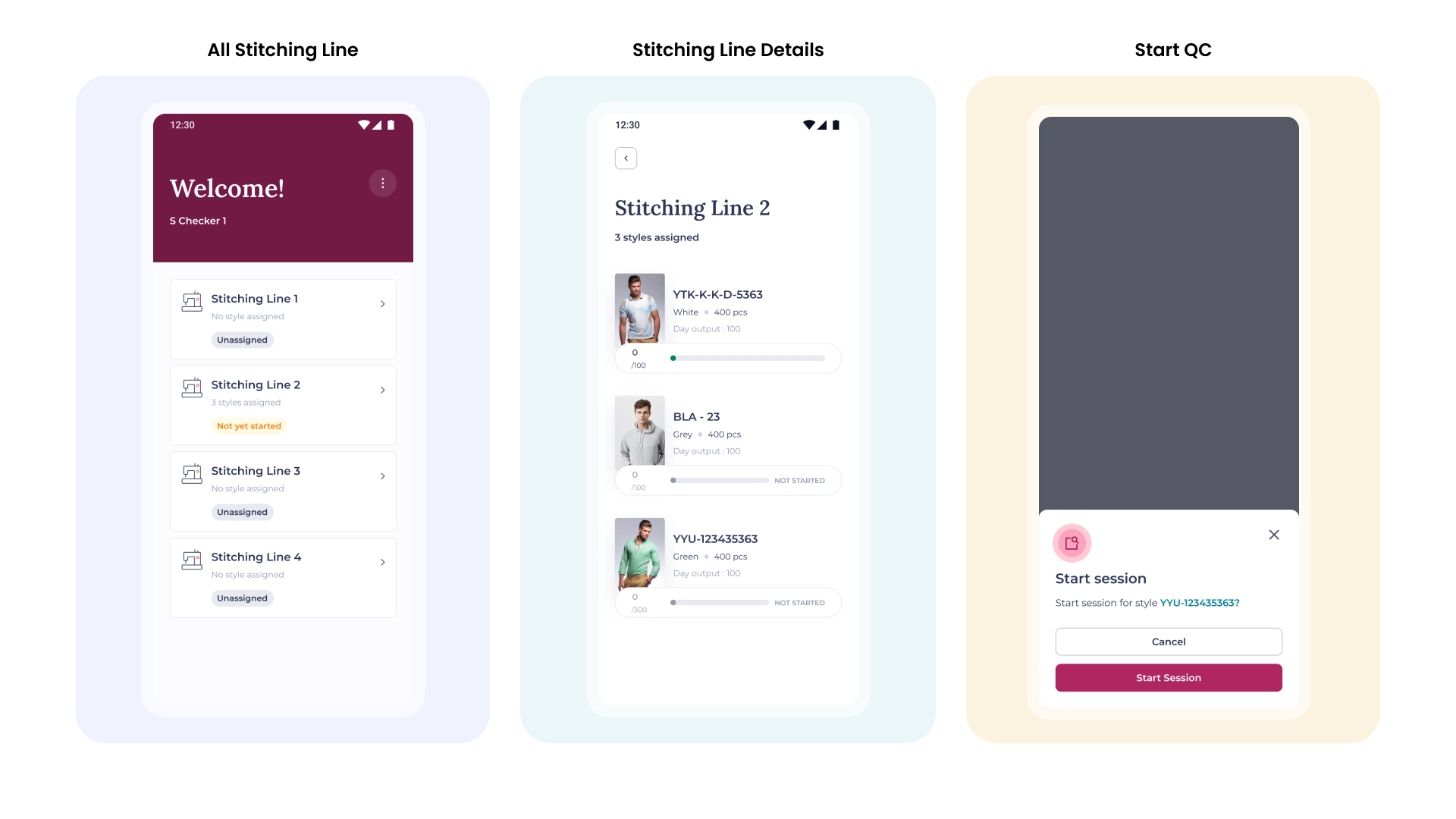
Minimize on-ground supervision
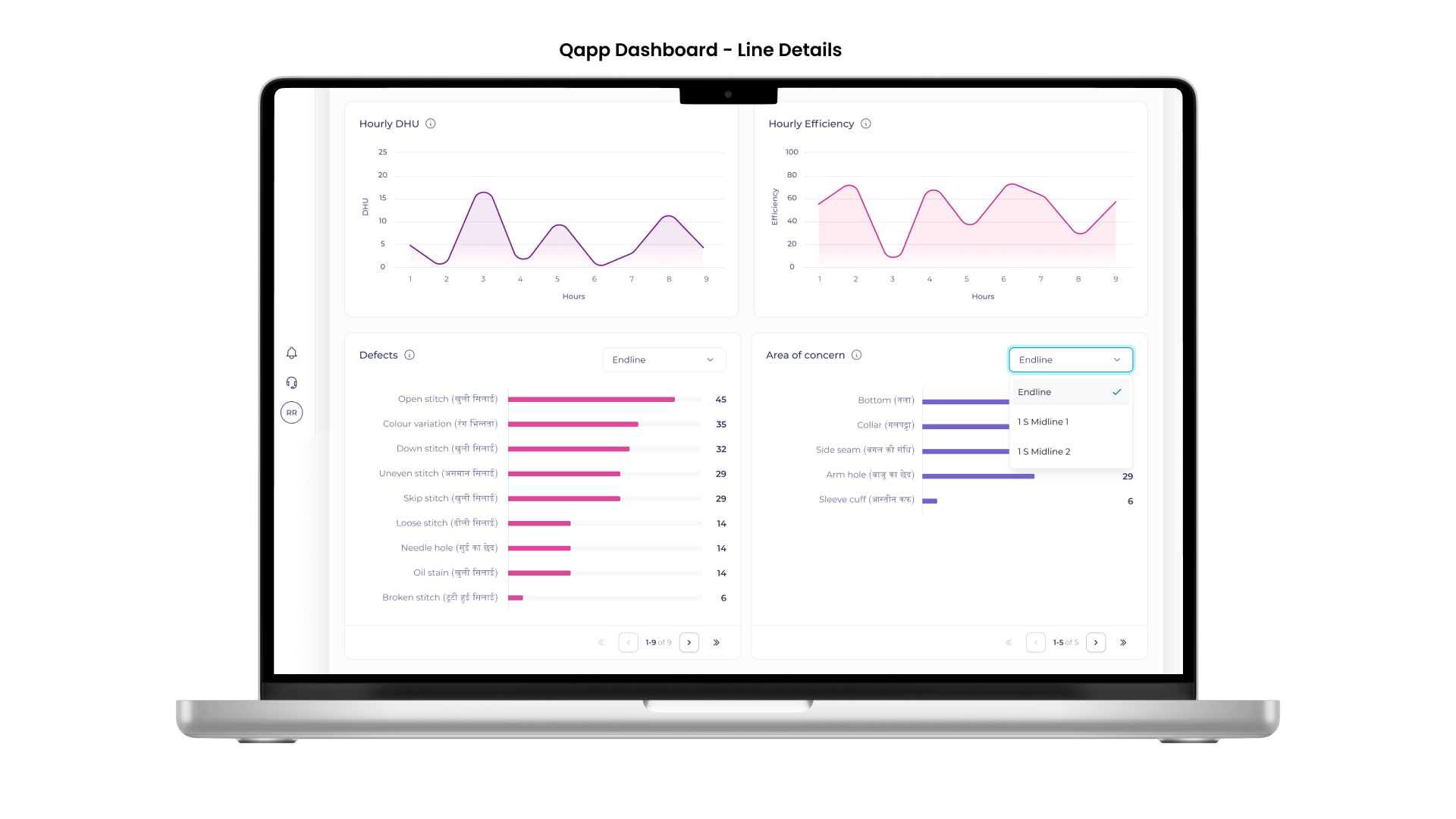
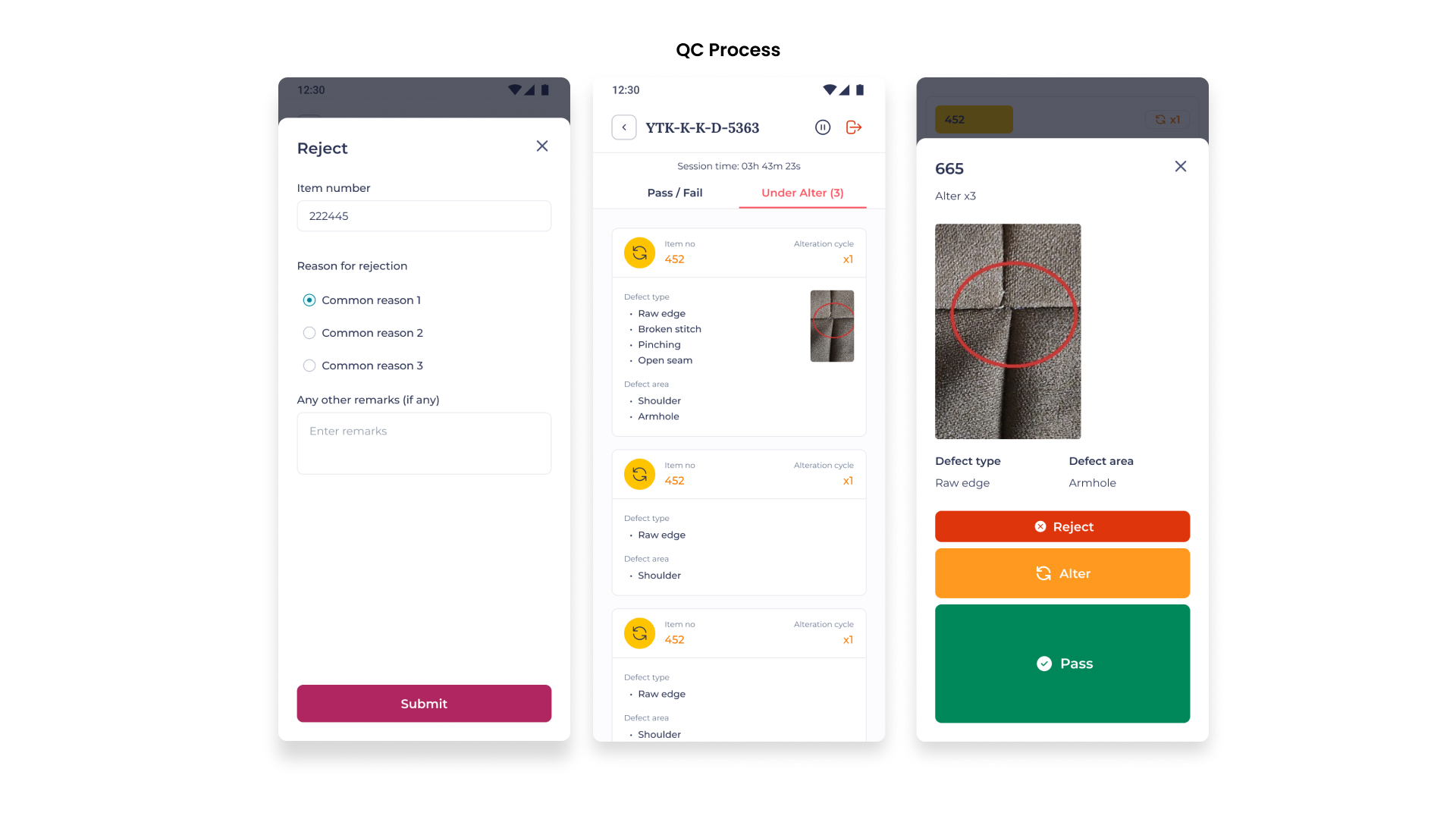
Standardize inspection workflows
Predict and prevent quality failures



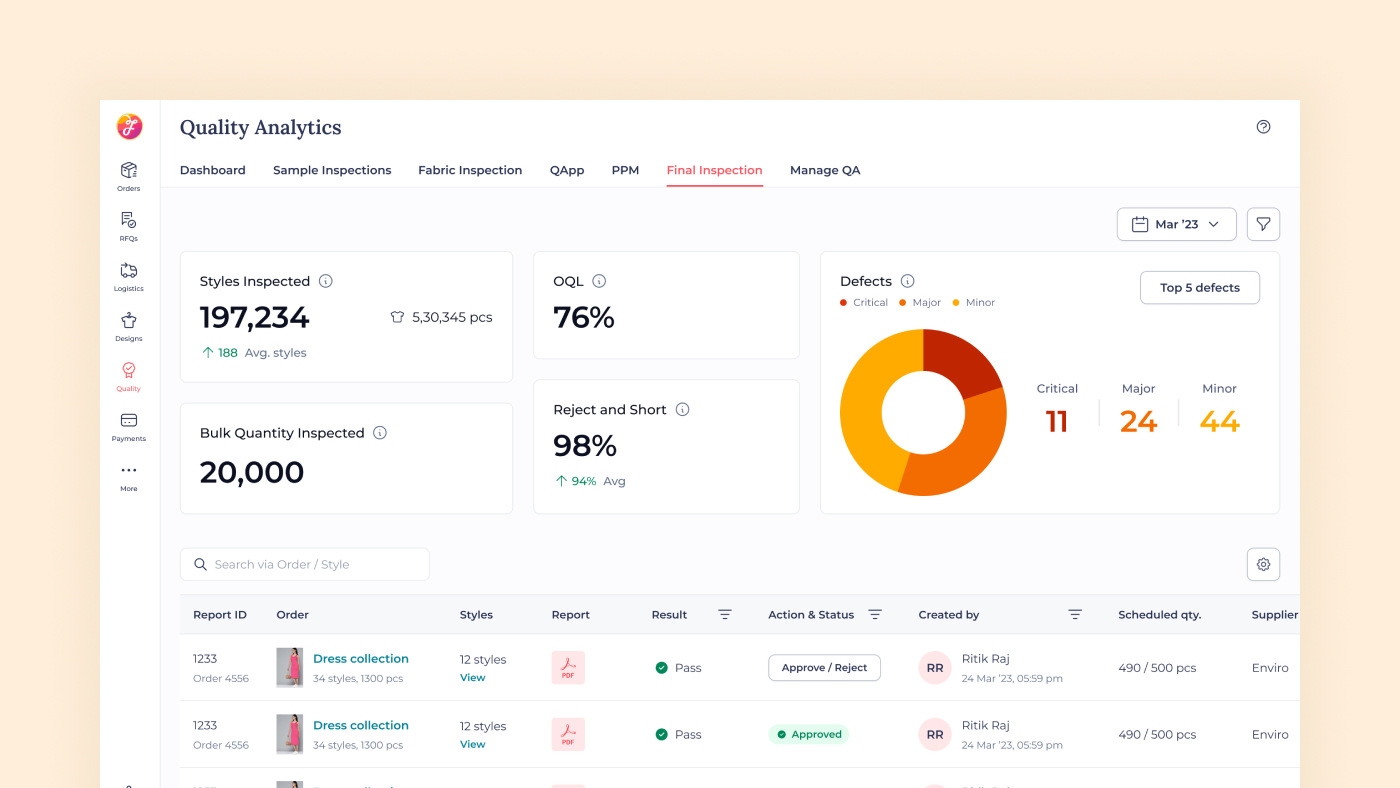
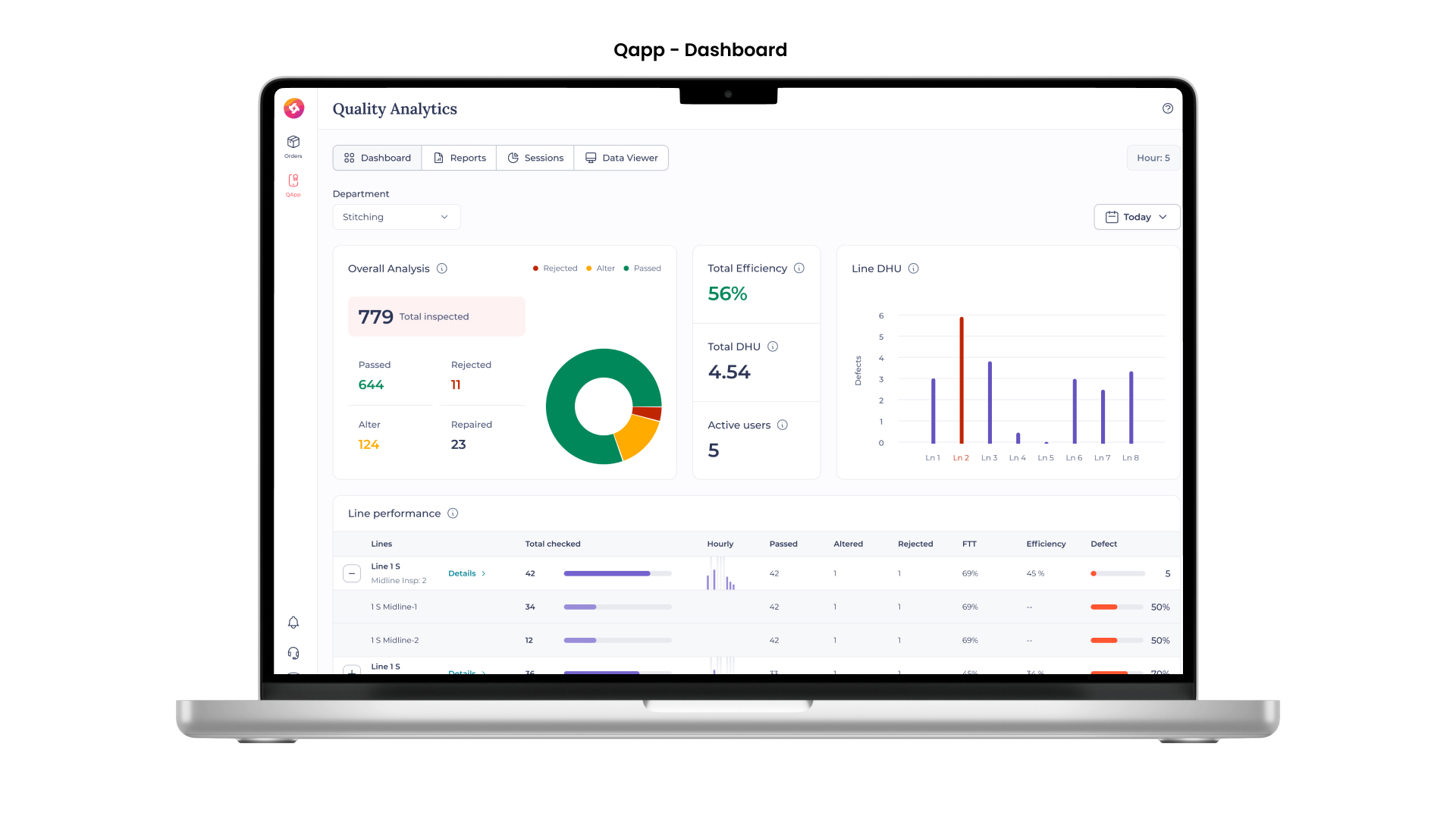
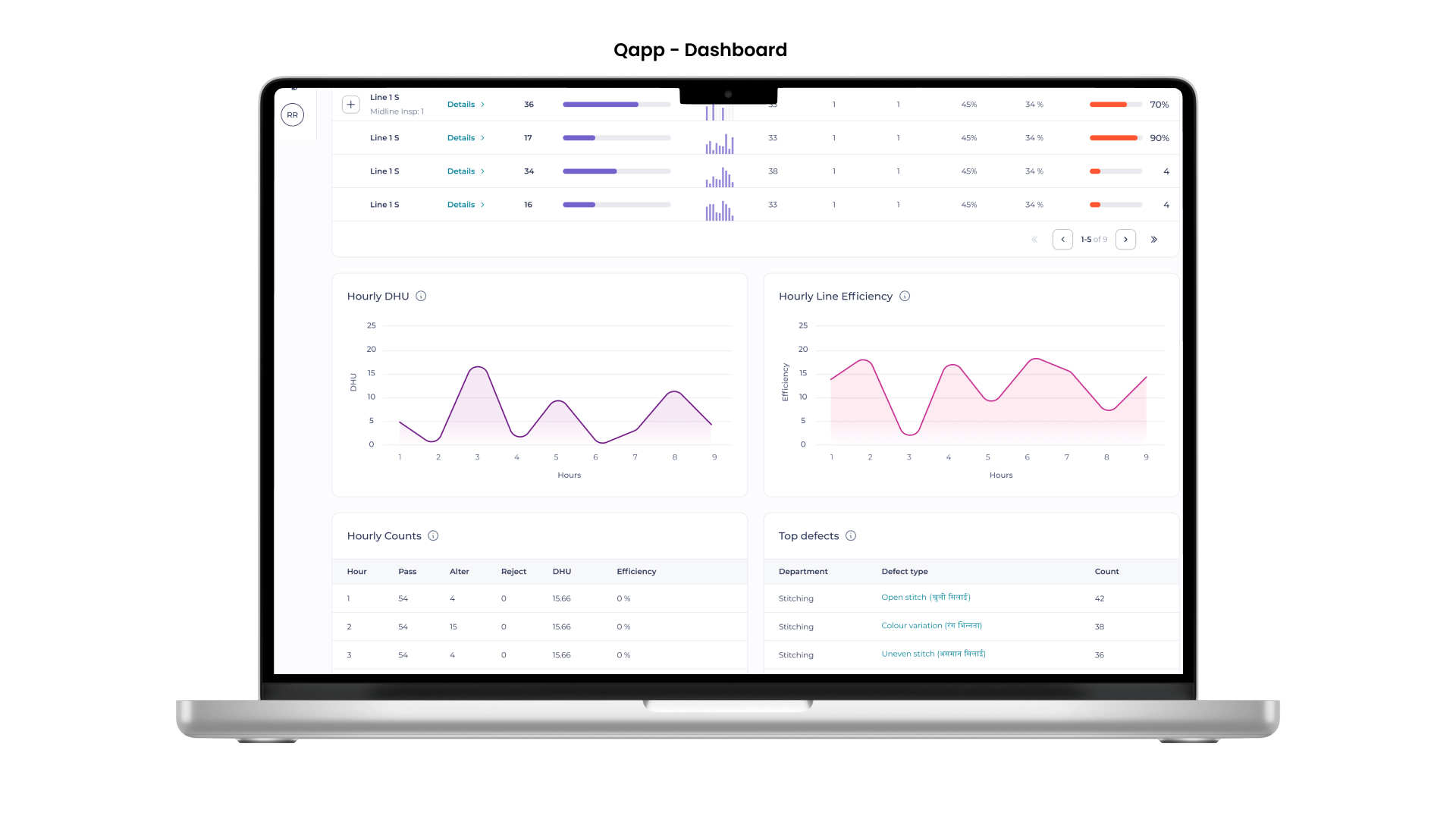
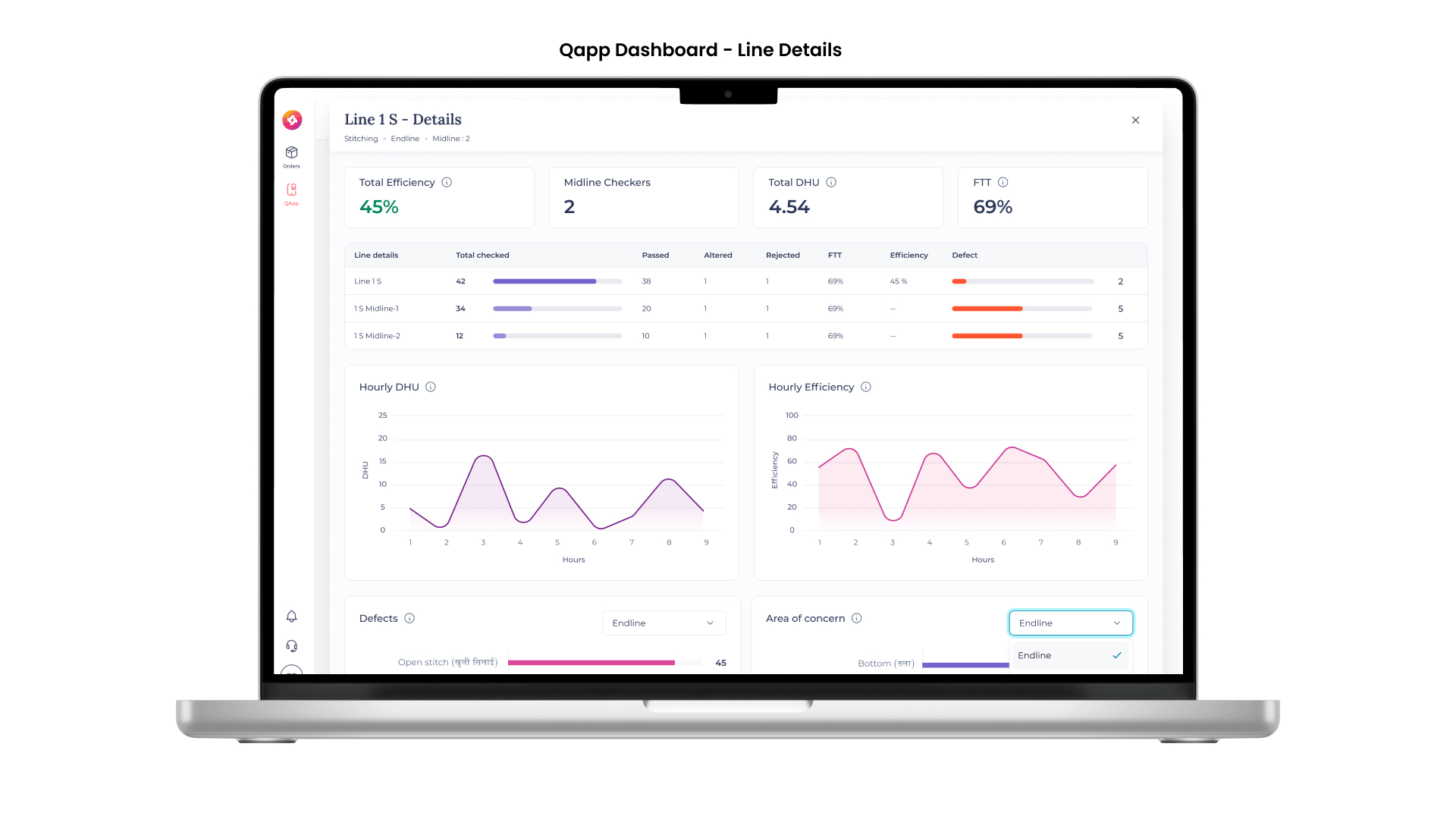
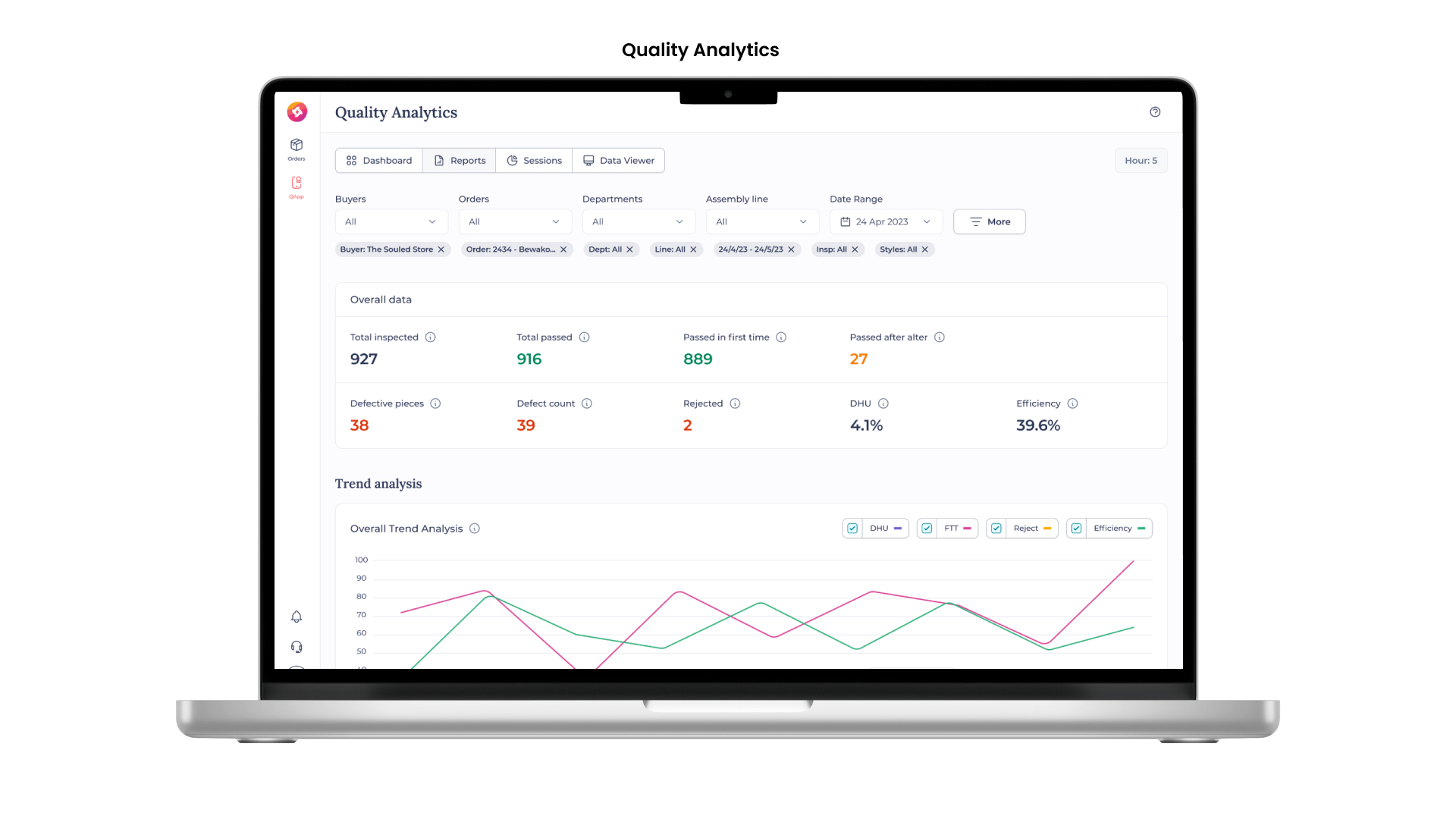
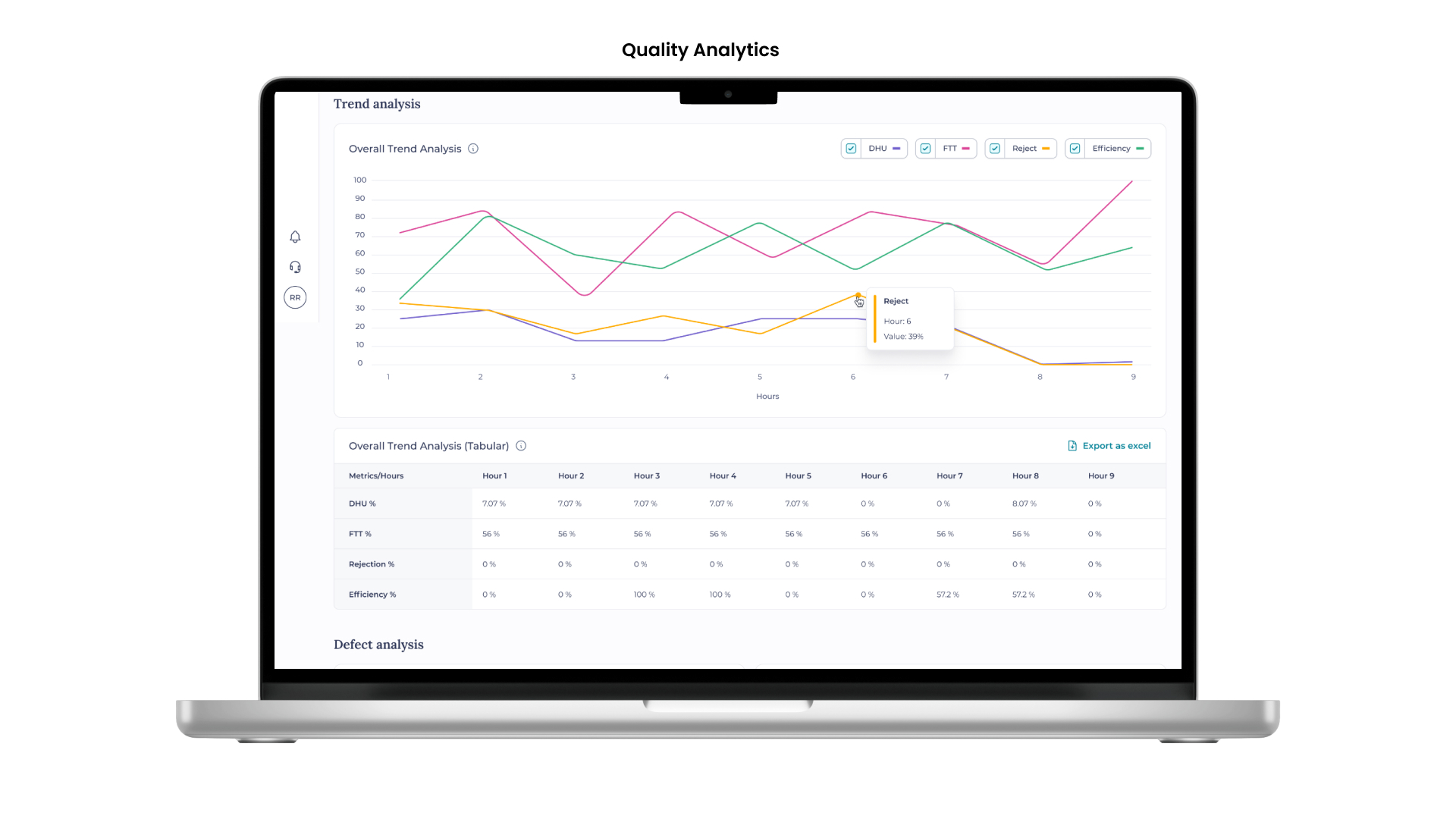
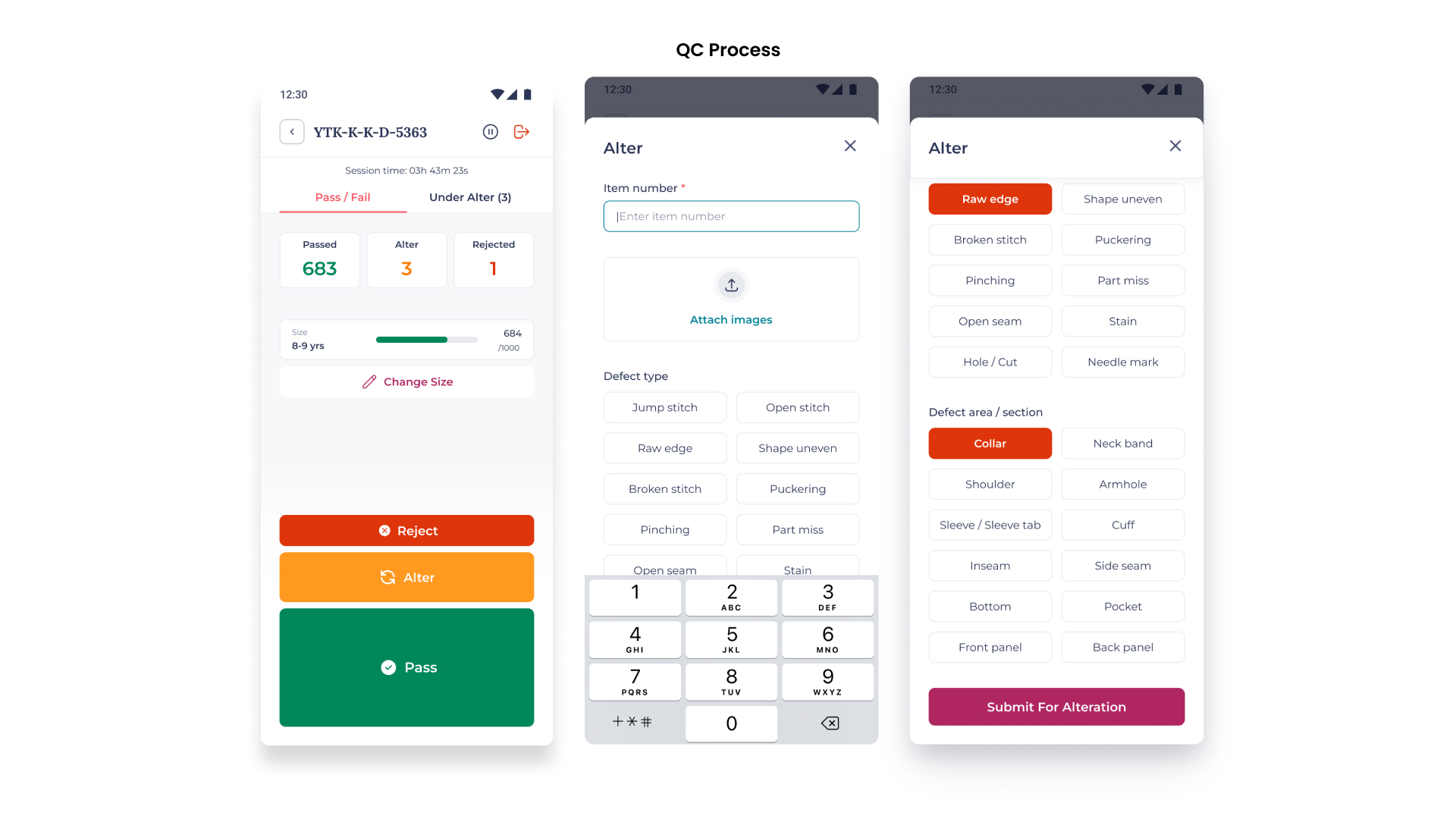
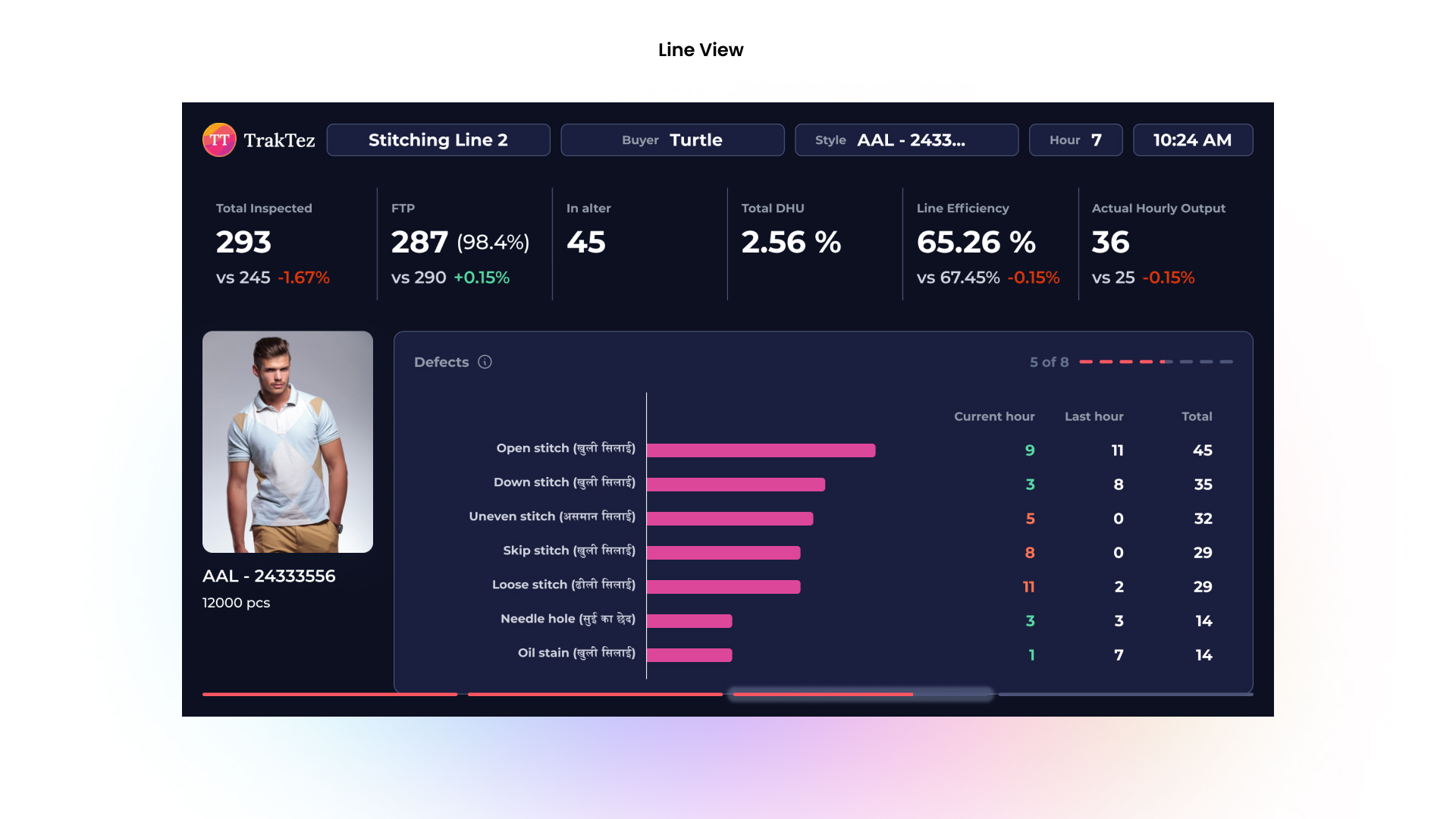
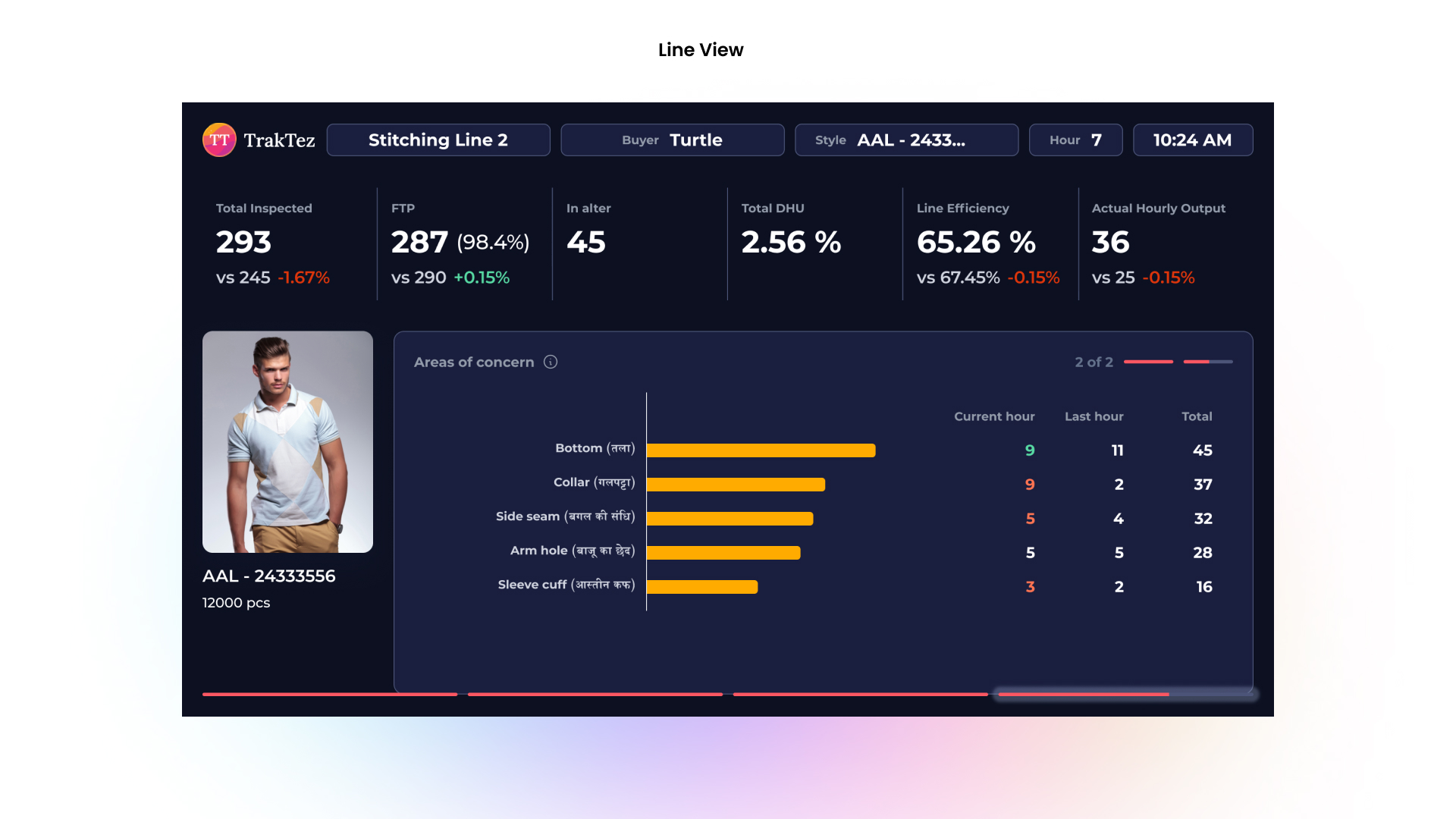
To address these challenges, Fashinza initiated the development of a dedicated Quality Control (QC) system, purpose-built for the fast-paced and fragmented nature of apparel manufacturing. The goal was not just to digitize inspections, but to predict quality failures, standardize processes, and scale trust across the supply chain.

CONCLUSION
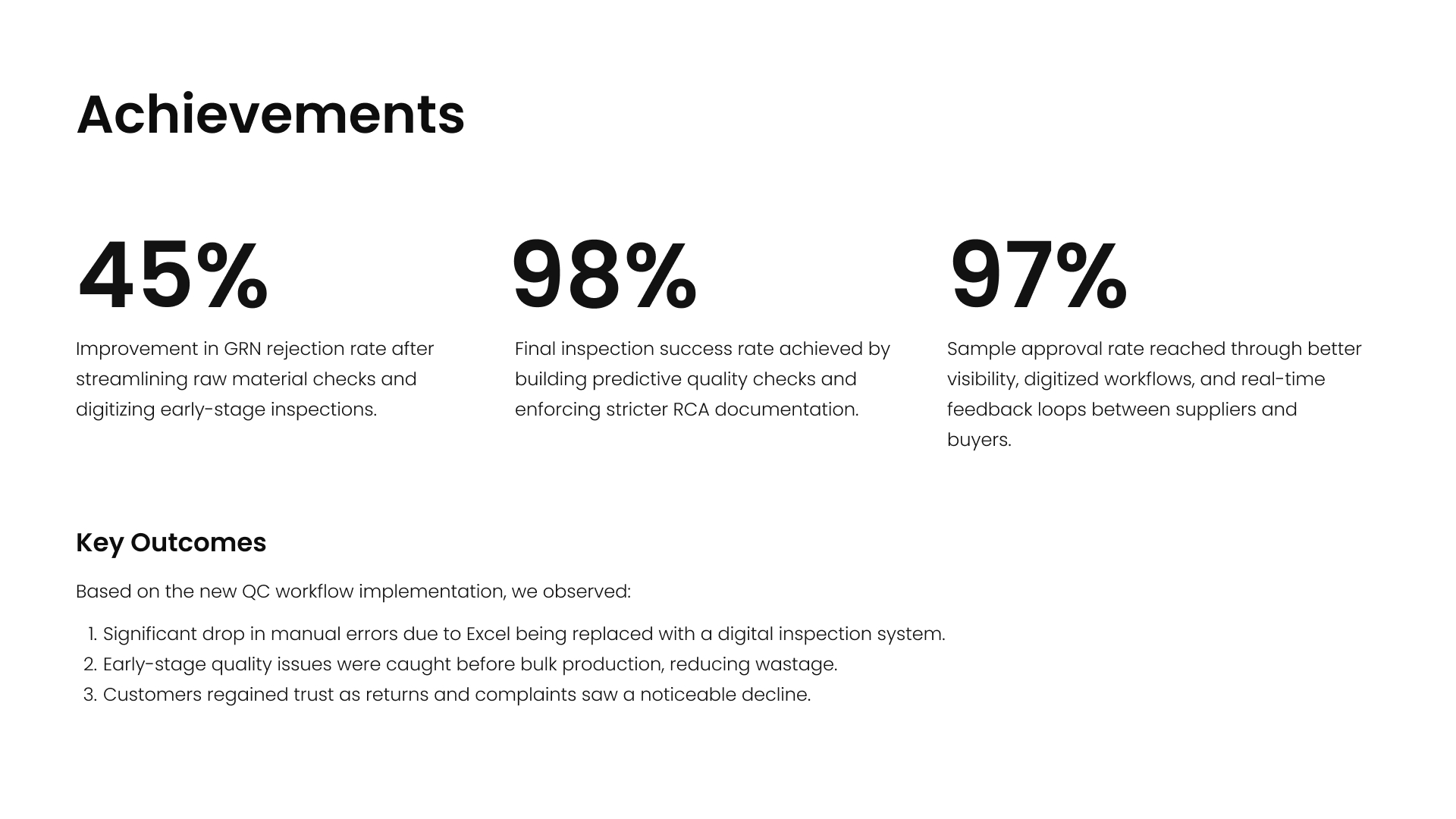
Fashinza successfully reimagined its quality control operations by implementing a tailored, tech-enabled QC system. The initiative led to measurable improvements—higher sample approval rates, near-perfect final inspections, and a sharp drop in rejections. This case study highlights how industry-specific digital solutions can unlock scale, efficiency, and trust—proving that in fashion manufacturing, quality is not just a checkpoint—it’s a competitive edge.

